La termoformatura è un processo di produzione molto diffuso che consiste nel riscaldare una lastra di plastica fino a renderla flessibile, per poi modellarla su uno stampo utilizzando la pressione del vuoto. Una volta che la plastica si raffredda e si indurisce, mantiene la forma dello stampo, creando un pezzo resistente e funzionale.
Questo processo è ampiamente utilizzato in settori quali l'imballaggio, l'automotive, i dispositivi medici e i beni di consumo, poiché consente di produrre componenti dettagliati e di alta qualità con costi di attrezzaggio relativamente bassi. La termoformatura sottovuoto è ideale sia per la prototipazione che per la produzione su larga scala, ma per ottenere i migliori risultati è fondamentale prestare particolare attenzione alla progettazione, in modo da garantire che il prodotto finale sia resistente, preciso e esteticamente gradevole.
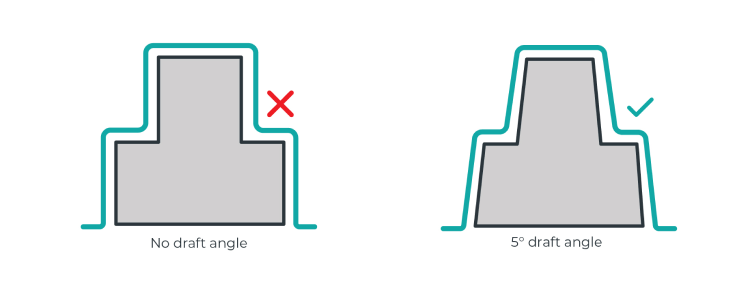
Usa gli angoli di sformo per facilitare lo sformatura
Gli angoli di sformo sono una parte fondamentale della progettazione della termoformatura. Si tratta di lievi inclinazioni aggiunte alle pareti verticali per facilitare l'estrazione del pezzo stampato dallo stampo. Senza un angolo di sformo, la plastica potrebbe incastrarsi, rendendo difficile lo sformatura o addirittura danneggiando il pezzo.
La realizzazione di modelli con angoli di sformo è particolarmente indicata per tecnologie come la stampa 3D o la fresatura CNC. Tuttavia, quando si utilizzano metodi come il taglio laser, non è possibile ottenere gli angoli di sformo tradizionali. In questi casi, puoi progettare il modello con un piano inclinato suddiviso in diversi piccoli gradini, invece che con una parete verticale continua.
Consigli
- Si consiglia di utilizzare un angolo di smussatura compreso tra 3 e 5 gradi per garantire un distacco agevole.
- Per stampi più profondi o complessi, potrebbe essere necessario un angolo di sformo maggiore.
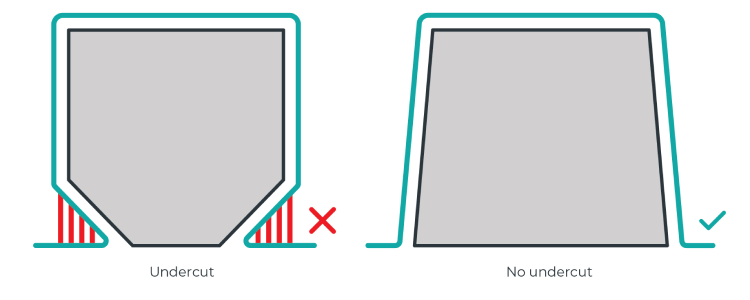
Riduci al minimo i sottosquadri
I controangoli sono caratteristiche che impediscono la facile estrazione di un pezzo dallo stampo. Possono complicare il processo di formatura e richiedere stampi composti da più parti o attrezzature aggiuntive.
Consigli
- Riduci al minimo o elimina i controangoli per ottenere stampi più semplici ed economici.
- Se il tuo progetto prevede dei sottosquadri, valuta la possibilità di creare una matrice composta da più elementi di scanalatura per facilitare l'estrazione del pezzo stampato.
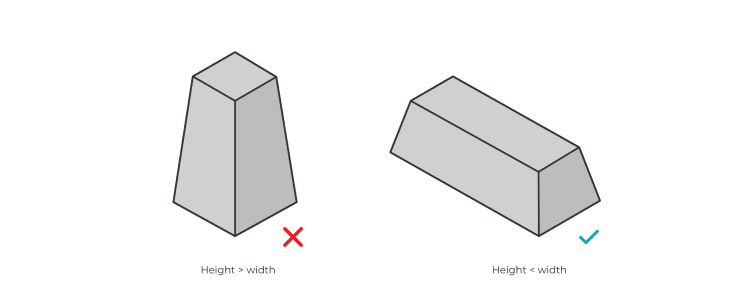
Rapporto larghezza-altezza (rapporto di formato)
Nel processo di formatura sottovuoto, il rapporto altezza/larghezza (noto anche come rapporto di sformatura o rapporto di profondità di formatura) deve essere controllato correttamente per garantire la qualità della formatura, evitare strappi o deformazioni del materiale e facilitare lo sformatura.
Consigli
- L'altezza non dovrebbe superare le 2-3 volte la larghezza per evitare che il tessuto si assottigli troppo o si strappi.
- Stampi poco profondi (altezza ridotta):
- Ideale per materiali più spessi o rigidi con deformazione minima.
- Adatto per applicazioni come vassoi, cartelli e prodotti simili.
- Stampi profondi (più alti):
- Usa materiali più sottili ed elastici per evitare un assottigliamento eccessivo.
Ottimizza il flusso d'aria grazie ai fori di ventilazione
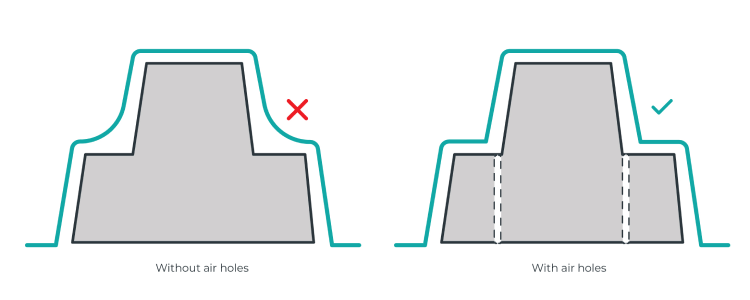
Un corretto flusso d'aria attraverso lo stampo di formatura è fondamentale per ottenere pezzi di alta qualità e ricchi di dettagli. Inserendo strategicamente dei fori di sfiato, puoi migliorare la precisione dello stampo, evitare la formazione di bolle d'aria e garantire una distribuzione uniforme della plastica durante il processo di formatura.
Perché i fori di aerazione sono importanti?
Durante la formatura sottovuoto, l'aria può rimanere intrappolata nelle cavità o negli angoli acuti dello stampo, creando bolle, deformazioni o formazioni incomplete. L'inserimento di fori di sfiato aiuta a far uscire l'aria intrappolata, permettendo alla lastra di plastica di modellarsi uniformemente contro lo stampo e di riprodurre i dettagli più fini con precisione.
Consigli
- Concentrati sulle cavità e sui bordi spigolosi. Se il tuo modello presenta cavità profonde, gradini netti o dettagli complessi, posiziona i fori di sfiato vicino ai bordi e agli angoli per guidare efficacemente il flusso della plastica.
- Usa fori piccoli e discreti. I fori di sfiato devono essere abbastanza piccoli da passare inosservati sul pezzo finito, ma efficaci nel far uscire l'aria intrappolata. In genere, un diametro di 0,5 mm è l'ideale.
- Distribuisci i fori con parsimonia. Un uso eccessivo dei fori di sfiato può indebolire lo stampo o causare segni indesiderati sul prodotto finale. Concentrati invece su un posizionamento strategico vicino alle zone critiche.
Dimensioni consigliate dei fori di aerazione per i diversi metodi di produzione
| Metodo di produzione |
Dimensioni e forma consigliate dei fori di aerazione |
| Stampa 3D SLA |
foro di sfiato conico di 0,5 mm di diametro |
| Stampa 3D FDM |
Diametro minimo di 0,5 mm, maggiore se necessario per la risoluzione della stampante |
| Stampa 3D SLS |
Non servono fori di aerazione (il materiale è naturalmente poroso) |
Profondità della cavità nella tua dima di formatura
Quando un foglio di plastica viene modellato in una forma 3D, la sua superficie aumenta e lo spessore diminuisce. Tuttavia, modelli diversi comportano livelli variabili di assottigliamento del foglio. Ad esempio, se un modello raddoppia la superficie del foglio di plastica, lo spessore medio si dimezza. È anche importante notare che lo spessore raramente è uniforme su tutta la parte, il che significa che alcune zone potrebbero risultare più spesse di altre.
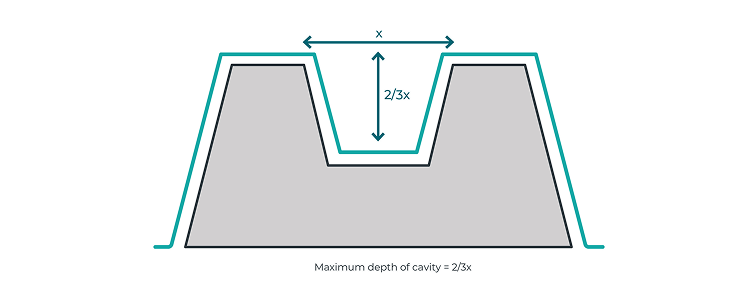
Il rapporto di assottigliamento della lamiera diventa particolarmente importante quando lo stampo presenta una cavità. In questi casi, la profondità della cavità non dovrebbe superare i due terzi della larghezza dell'apertura superficiale. Superare questo rapporto aumenta il rischio di ottenere un pezzo con superfici troppo sottili, il che può comprometterne la qualità.
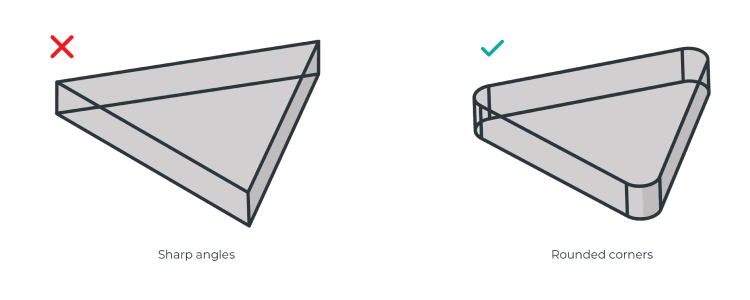
Evita gli angoli acuti
La termoformatura non è sempre l'ideale per le sagome con angoli acuti, specialmente se inferiori a 90°. Gli angoli verticali acuti, uniti a angoli di sformo limitati, aumentano il rischio che la lastra di plastica si strappi o si deformi durante il processo di formatura. Per evitare questo problema e migliorare la qualità del pezzo, assicurati che tutti gli angoli e i bordi della sagoma siano arrotondati.
Consigli
- I bordi affilati possono causare un allungamento eccessivo e una concentrazione di sollecitazioni, con conseguente strappo.
- Si consiglia un raggio d'angolo (R) di almeno 3–5 mm, a seconda del materiale.
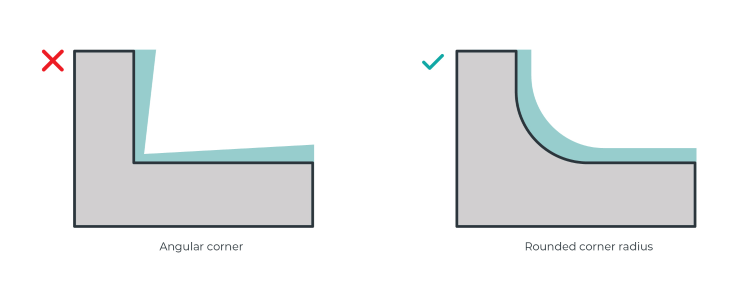
Raggio d'angolo e flusso del materiale
Durante la formatura sottovuoto, il foglio di materiale riscaldato si adatta gradualmente allo stampo, per poi raffreddarsi e solidificarsi in posizione. Man mano che il materiale si avvicina agli angoli, tende ad assottigliarsi.
Per mantenere uno spessore uniforme e migliorare l'integrità strutturale del pezzo, è importante arrotondare angoli e spigoli. Un raggio di arrotondamento garantisce un flusso regolare del materiale, riducendo il rischio di punti deboli o irregolarità nel pezzo finale.
La trama della superficie del modello
I pezzi termoformati possono riprodurre la trama superficiale del modello, anche se questa non è immediatamente visibile. Si tratta di un aspetto importante da tenere in considerazione durante la fase di progettazione. Se desideri una superficie liscia, potrebbe essere necessario sottoporre il modello a una lavorazione successiva per ottenere la finitura desiderata.
La quantità di post-elaborazione necessaria dipenderà dalla tecnologia di produzione dei modelli utilizzata. Ad esempio, la stampa 3D a filamento (Fused Deposition Modeling) produce in genere linee di strato più evidenti rispetto ai modelli realizzati con la stampa 3D a resina (stereolitografia).
Posizionamento del modello e prevenzione della formazione di pieghe
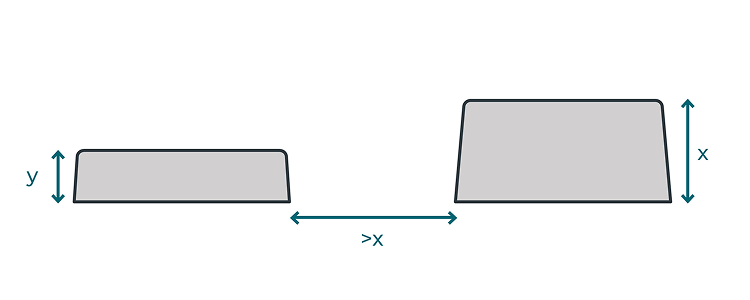
Quando si posizionano più modelli o elementi di design molto vicini tra loro, durante il processo di termoformatura può verificarsi la formazione di increspature. Per evitare questo problema, è importante lasciare uno spazio maggiore dell'altezza dell'elemento più alto presente nel modello.
Questa linea guida è particolarmente importante per gli stampi maschi, dove le nervature possono influire negativamente sul pezzo finale. Nei modelli femmina, invece, le nervature hanno un impatto minore poiché si trovano all'interno e non influenzano il pezzo finale.
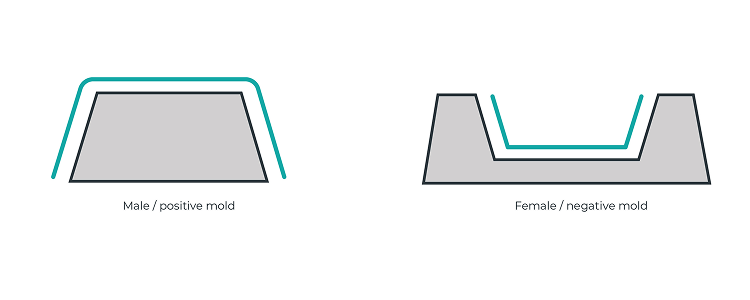
Modelli maschili vs femminili
La formatura a pressione utilizza stampi maschio o femmina a seconda del tipo di pezzo da produrre. Il lato del materiale a contatto con la superficie dello stampo è quello con le dimensioni più uniformi, quindi è importante definire il pezzo in base al lato del materiale che andrà a contatto con lo stampo.
- I modelli maschili presentano forme positive o convesse.
- I modelli femminili hanno forme negative o concave.
Progettare tenendo conto del restringimento
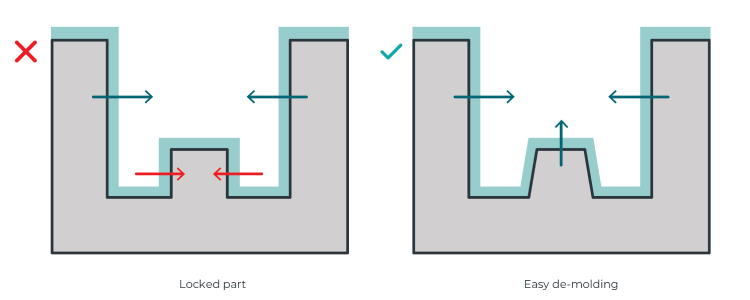
Durante il raffreddamento, i bordi potrebbero staccarsi, ma le parti interne potrebbero rimanere incastrate. Per evitare che ciò accada, aggiungi degli angoli di sformo a tutte le caratteristiche del progetto che rischiano di rimanere bloccate durante il raffreddamento.
Il diagramma qui sotto mostra la direzione del ritiro durante il raffreddamento: le aree in verde si allargano, mentre quelle in rosso rischiano di rimanere bloccate.
Scegliere la macchina per termoformatura giusta per il tuo progetto
Ora che sai come progettare stampi efficaci, scegliere la macchina per la termoformatura sottovuoto giusta è il passo successivo per ottenere risultati di alta qualità.
MY YARD offre macchine per la termoformatura da tavolo complete e all-in-one, adatte sia ai principianti che ai professionisti. Ogni macchina per la termoformatura MY YARD è dotata di una pompa a vuoto integrata, che elimina la necessità di una pompa esterna o di un aspiratore. Grazie ai loro elementi riscaldanti di alta qualità, le macchine per la termoformatura MY YARD riscaldano le lastre di materiale in modo rapido e uniforme.
Che siate alle prime armi con la termoformatura o che stiate ancora imparando, le macchine per termoformatura MY YARD vi semplificheranno il lavoro grazie alla loro interfaccia intuitiva e al database dei materiali integrato. Troverete sempre le impostazioni di formatura giuste per ogni progetto.
Questo articolo è stato pubblicato originariamente su myyardtech.eu.